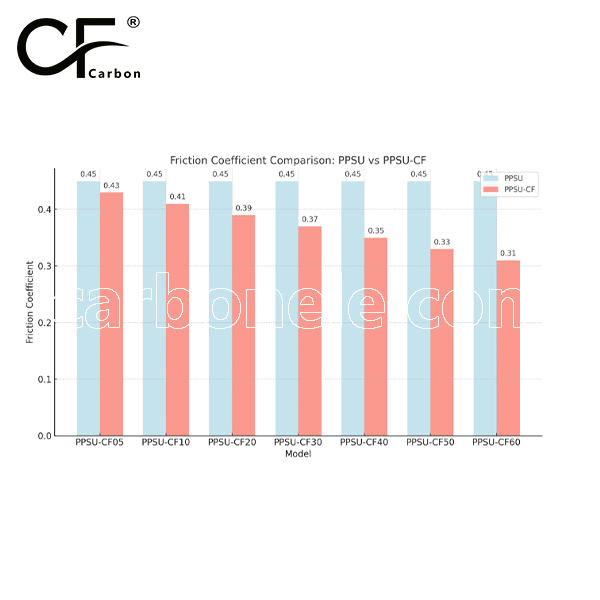
PPSU-CF, reinforced with carbon fiber, typically offers a lower friction coefficient compared to unreinforced PPSU. The addition of carbon fiber reduces surface roughness and increases rigidity, leading to better wear resistance and lower friction. The friction coefficient of PPSU-CF generally ranges from 0.2 to 0.3, compared to 0.3 to 0.4 for pure PPSU. This makes PPSU-CF ideal for high performance applications requiring low friction and enhanced durability.















PPSU-CF60 Food-Safe Hero! Durable Contact Components
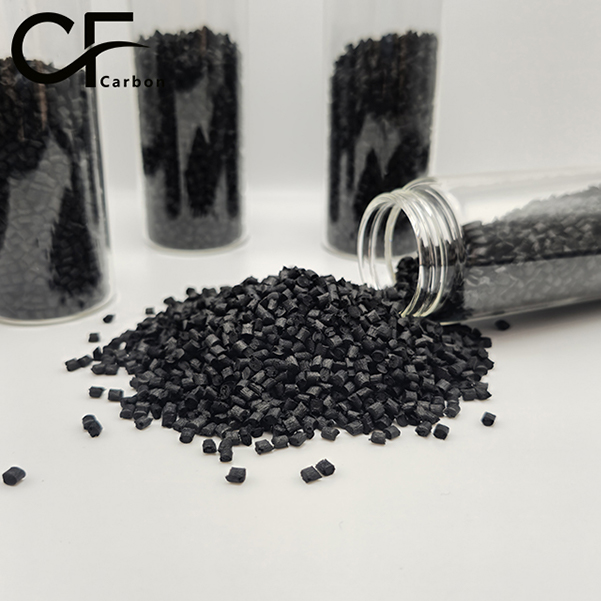
PPSU-CF60: Premium food-grade thermoplastic with carbon fiber reinforcement. Ideal for food processing equipment—offers superior chemical resistance, durability, and compliance with FDA/EU regulations.
- Model number: PPSU-CF-BCA6
- Matrix Resin: Polyphenylene sulfone resins (PPSU)
- Reinforcing Filler: Carbon fiber
- Appearance: Granules
- Grade: Injection/extrusion grade
- Packaging: 25kgs/bag
Introduction to PPSU-CF60
PPSU-CF60 is a high-performance thermoplastic composite engineered for demanding applications where durability, food safety, and chemical resistance are critical. This advanced material combines the exceptional properties of polyphenylsulfone with carbon fiber reinforcement, making it an ideal choice for components that require long-term reliability in harsh environments.
One of the most compelling applications of PPSU-CF60 is in food processing equipment, where it ensures compliance with strict safety standards while maintaining structural integrity under continuous use.
Why PPSU-CF60 is the Ultimate Choice for Food-Safe Components
Superior Food Safety Compliance
PPSU-CF60 meets stringent food-grade regulations, making it suitable for direct contact with consumable products. Unlike traditional plastics that may degrade or leach harmful substances, PPSU-CF60 remains inert even when exposed to acidic or alkaline food products.
Unmatched Durability in High-Stress Environments
Food processing equipment operates under extreme mechanical and thermal conditions. PPSU-CF60’s carbon fiber reinforcement provides exceptional strength, resisting wear and deformation even after prolonged exposure to high-pressure cleaning, steam, and repetitive mechanical stress.
Resistance to Chemicals and Heat
From hot water sanitization to aggressive cleaning agents, it maintains its performance without cracking or warping. This ensures that food processing components remain hygienic and functional over extended periods.
A Real-World Application: PPSU-CF60 in Food Processing Conveyor Systems
The Challenge of Food-Grade Conveyor Components
Conveyor systems in food production must withstand constant exposure to moisture, heat, and mechanical stress while preventing contamination. Traditional materials like stainless steel or unreinforced plastics often fall short—either corroding, harboring bacteria, or failing under load.
How PPSU-CF60 Solves These Problems
By integrating it into conveyor belts, rollers, and guides, manufacturers achieve the following:
-
Non-Toxic Performance: No risk of chemical leaching into food products.
-
Extended Service Life: Resistant to wear, reducing downtime for replacements.
-
Easy Sanitization: The smooth surface prevents bacterial buildup, complying with hygiene standards.
Case Study: PPSU-CF60 in Bakery Processing Lines
In industrial bakeries, conveyor systems transport dough, baked goods, and packaging materials through high-temperature ovens and cooling zones. Its components ensure:
-
Heat Resistance: Withstands baking temperatures without deformation.
-
Low Friction: Reduces sticking, improving production efficiency.
-
Hygienic Design: Meets FDA and EU food contact regulations.
Key Advantages of PPSU-CF60 Over Competing Materials
Compared to Metals
While stainless steel is common in food processing, it is heavy, prone to corrosion in certain environments, and difficult to mold into complex shapes. It offers a lightweight, corrosion-proof alternative with equal durability.
Compared to Standard Plastics
Unreinforced plastics may warp under heat or crack under mechanical stress. PPSU-CF60’s reinforced structure ensures stability, even in the most demanding food processing applications.
Conclusion: Why PPSU-CF60 is the Future of Food-Safe Industrial Components
It represents a breakthrough in material science, combining food safety, durability, and chemical resistance in a single high-performance solution. For industries requiring reliable, long-lasting components that meet strict regulatory standards, it is the clear choice.
By adopting PPSU-CF60 in food processing systems, manufacturers can enhance efficiency, reduce maintenance costs, and ensure compliance with global safety standards—making it the ultimate material for food-safe industrial applications.
If you want to get more information about PPSU-CF60, you can visit our YouTube.
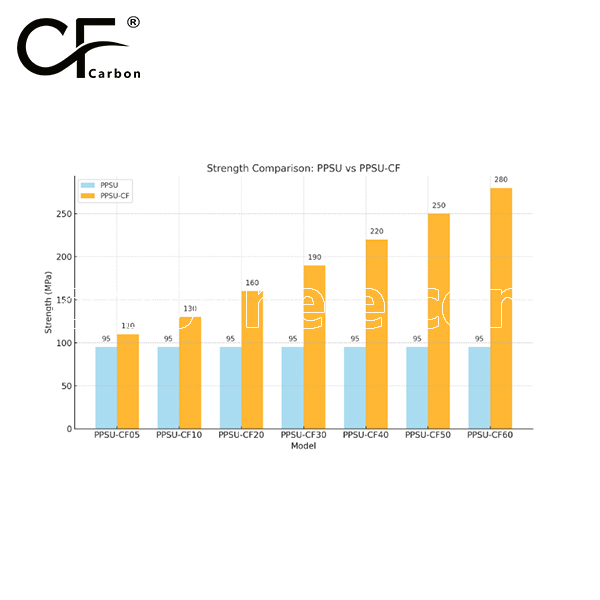
Strength between PPSU and PPSU-CF
PPSU-CF offers significantly higher strength than unreinforced PPSU due to the addition of carbon fiber. This reinforcement boosts both tensile and flexural strength, making PPSU-CF ideal for applications requiring enhanced mechanical performance and durability.

Related Product
Carbon fiber injection mold...
High performance nylon mate...

Carbon Fiber Filled PPSU CF...

High Quality PPSU CF30 for ...

Carbon fiber thermoplastic ...

PPSU-CF05 High-performance ...
Frequently Asked Questions
Carbon (Xiamen) New Material Co., Ltd. aims to provide buyers with "one-stop" worry-free high-quality services. Here you can find all information about carbon fiber engineering plastics. If you still have questions, please send us an email for consultation!
-
How can I contact the manufacturer of a product that interests me?

When you find a product you are interested in, you can contact the manufacturer directly by sending an email and we will get back to you as soon as possible.
-
How do I find the products that interest me?
All you need to do is enter the keyword, product name in the search window and press the Enter key on your keyboard. Your search results page will then be displayed. You can also search within the product category pages on the home page. Each category is divided into subcategories, allowing you to refine your search and find products that interest you.
-
Where will I find a buying guide?
Please contact our after-sales service directly and we will provide you with a comprehensive operating guide.
-
What are CF Reinforced Thermoplastic Composites?
CF Reinforced Thermoplastic Composites are materials where carbon fibers are incorporated into a thermoplastic matrix. They combine the strength and stiffness of carbon fibers with the processability and recyclability of thermoplastics. For instance, they are used in automotive parts like bumper beams.
-
What are the benefits of CF Reinforced Thermoplastic Composites over traditional composites?
The key benefits include faster production cycles, easier recyclability, and better impact resistance. They also offer design flexibility. An example is in the manufacturing of consumer electronics casings where complex shapes can be achieved more easily.
-
How are CF Reinforced Thermoplastic Composites processed?
Common processing methods include injection molding, extrusion, and compression molding. Injection molding is widely used for mass production. For example, in the production of small components for the medical industry.
-
What industries use CF Reinforced Thermoplastic Composites?
They are utilized in aerospace, automotive, medical, and sports equipment industries. In aerospace, they can be found in interior components. In the medical field, they might be used in prosthetics.
-
How does the carbon fiber content affect the properties of the composites?
Higher carbon fiber content generally leads to increased strength and stiffness but may reduce ductility. A moderate content is often balanced for specific applications. For example, a higher content might be preferred in structural parts of a race car.
-
What are the challenges in using CF Reinforced Thermoplastic Composites?
Challenges include higher material costs, complex processing equipment requirements, and ensuring uniform fiber dispersion. Issues with adhesion between the fibers and the matrix can also arise. An example is in achieving consistent quality in large-scale production.